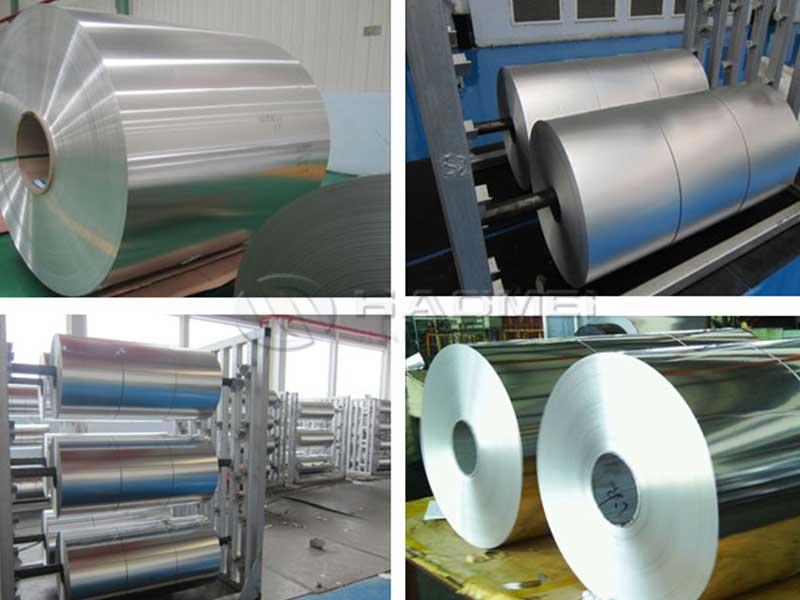
1060 , 1100 H14 aluminum foil
Aluminum alloys are ubiquitous in today’s manufacturing and packaging industries, and among the spectrum of these versatile materials, 1060 and 1100 H14 aluminum foils is know due to their unique attributes and applications. Defined by their high purity, lightweight nature, and exceptional malleability, these aluminum variants unlock innovative solutions that are both functional and sustainable.
Deep Dive into Characteristics
Composition and Purity
Both 1060 and 1100 aluminum alloys exhibit remarkable chemical purity, often surpassing 99% aluminum content. The 1060 alloy delivers a minimum aluminum purity of 99.60%, while the 1100 ensures even greater resilience with 99.00% minimum purity. This high purity influences a series of attributes including conductivity, corrosion resistance, and ductility, elements that define not only the physical properties of the formed foil but also its reliability in varying conditions.
Mechanical Properties
From a mechanical perspective, the designation “H14” denotes a crucial temper for the 1100 aluminum where it is work-hardened to achieve enhanced strength without sacrificing flexibility. The H14 temper allows for a yield strength up around 125 MPa, balancing firmness while still offering properties conducive to deep drawing or molding. In contrast, the 1060 alloy ranks favorably for anti-corrosive resistance due to its hierarchical scales of grains spacing, thereby displaying enhanced properties to weathering challenges.
Multifaceted Applications
The beauty of 1060 and 1100 H14 aluminum foils lies heavily in their diverse applications—gleaming from cutting-edge technology to the traditional heating and packaging sectors.
Working with 1060 and 1100 H14 aluminum foil daily reveals some interesting nuances. The 1060, being slightly harder than the 1100, often shows better tear resistance, which is crucial in applications requiring robustness, like food packaging where puncture resistance is paramount. However, this added strength comes at the cost of slightly reduced formability. We've found that 1060 can be more challenging to deep draw or form into complex shapes without increased risk of cracking or tearing, particularly at lower temperatures. Consequently, production speeds for applications requiring complex shapes might be slightly slower for 1060 compared to 1100. Careful adjustments to our rolling and annealing processes are to optimizing its performance without compromising product integrity.
The H14 temper of both alloys presents its own set of considerations. Its half-hard state strikes a balance between strength and ductility, making it versatile for a wide array of applications. However, maintaining consistent gauge throughout the production process is critical with H14, as inconsistencies can lead to variations in tear strength and even affect the final product's appearance (e.g., uneven surface). We’ve seen cases where improper annealing or handling led to variations in the H14 temper, resulting in rejected batches. Implementing rigorous quality control checks at each stage, from coil inspection to final product testing, is essential to guarantee the consistent high quality
-
Food Packaging and Safety: The inert property of aluminum ultimately makes 1060 and 1100 aluminum foil ideal for food packaging. Since the metals are not reactive, they maintain the security of food products while deflecting contaminants and microorganisms. Able to act as an outstanding barrier to light, moisture, and air, these foils ensure that industrial-scale and household packaging applications both achieve longevity without risk of spoilage.
-
Heat Exchangers and Reflection: Beyond packaging, in the realm of electronics and HVAC systems, the reflective properties of aluminum come into focus. Heat exchangers made of 1060 or 1100 series aluminum foil infuse extraordinary efficiency. By implementing reflective foils in thruster devices or heat-taping components, industries can capitalize on thermal efficiency, recycling heat-loss into sturdier cycles of application.
-
Pharmaceutical Blisters: High condensation and barrier production proficiency led to a burgeoning use in blister packaging for the pharmaceutical industry. Here, aluminum foil uniquely passes stringent regulations by maintaining product integrity against various environmental factors while intermediary storage networks enhance the safety and brand prominence of pharmaceuticals.
-
Automotive and Aerospace: Lightweight and robust, both aluminum alloys facilitate advancements in automotive manufacturing and aerospace systems. Replacing heavy materials, 1060 and 1100 H14 employed within insulators and functional parts clean swaps add not only mechanical superiority, conserving energy, but also dramatic improvements in fuel consumption.
-
Electrical Applications: Another nuance unfolds in circuitry works, whereas hoses or wire manufacturing involves building braided wire assemblies with adhesive coatings that utilize 1060 for exemplary conductive applications riddled around wirings and electrical compartments.
Sustainable Core Competence
Amidst the rising tension for greener materials and durability, aluminum itself boasts a uniquely sustainable profile. The ability to recycle aluminum, whirling allowing nuanced programs and reducing waste not only stays harmonized with its recycling semiconductor refabrication cycle but also does so without diluting quality—a rarity many other metals lack.