Grade Aluminum Foil
Introduction to Grade Aluminum Foil
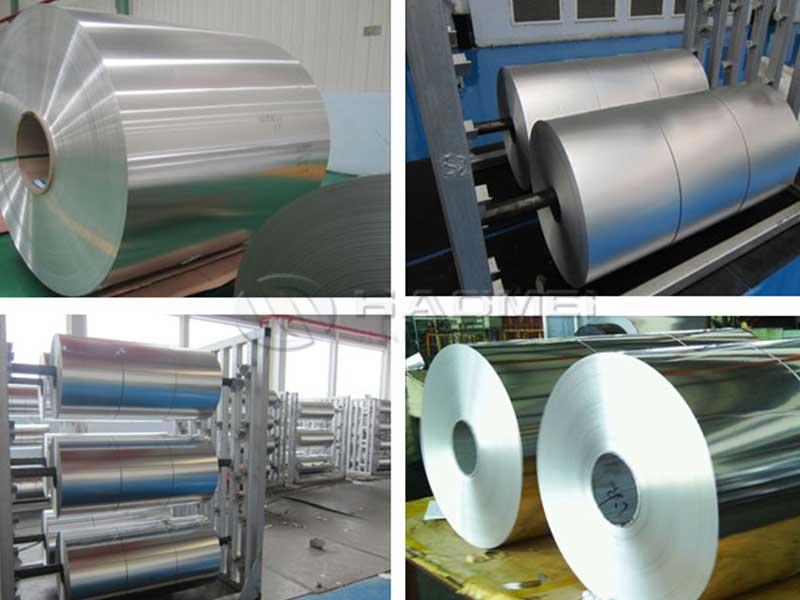
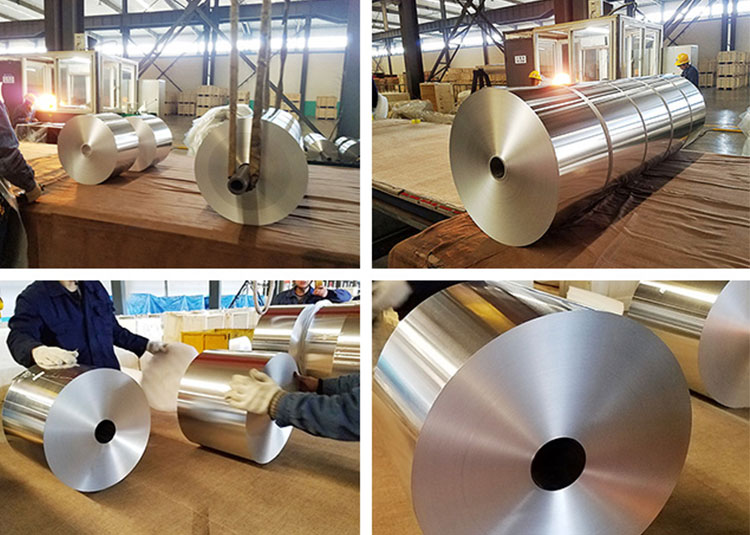
Grade aluminum foil is a thin roll of metal made from an aluminum alloy. Renowned for its flexibility and robustness, it has become a preferred material across various sectors.
Features of Grade Aluminum Foil
-
Thin Yet Durable: Grade aluminum foil typically ranges from 0.016 to 0.2 mm in thickness, rendering it both lightweight and appropriate for various fabrication processes. Its commendable durability allows it to withstand both low and high temperatures without compromising its structural integrity.
-
Corrosion and Moisture Resistance: One of the standout qualities of aluminum foil is its resistance to moisture and corrosive substances. This characteristic makes it an ideal option for packaging items that require protection against humidity and contaminations, preserving their freshness and quality.
-
Excellent Barrier Properties: Grade aluminum foil serves as a formidable barrier to light, oxygen, and bacteria. These barrier properties play a critical role in prolonging the shelf life of products, particularly in food packaging, medicine, and cosmetics.
-
Eco-friendly Material: Aluminum is infinitely recyclable without degradation in quality. This eco-friendly aspect makes grade aluminum foil appealing to sustainability-conscious consumers and industries looking to minimize their environmental footprint.
-
Thermal Conductivity: With high thermal conductivity, grade aluminum foil is ideal for applications requiring heat transfer efficiency. This feature is particularly valuable in cookware and insulation products.
Applications of Grade Aluminum Foil
-
Food Packaging: Grade aluminum foil is widely used in the food industry for packaging snacks like chips, deli meats, and takeout. Its insulating properties protect food from contamination, ensuring it remains fresh longer. Utilizing grade aluminum foil maintains the authentic taste and aroma of the food, making it a crucial component in the packaging chain.
-
Pharmaceuticals: Due to its barrier properties and compatibility with the biocompatibility standards required for health-related applications, grade aluminum foil is common in the pharmaceutical sector. It is frequently used to create blister packs and pouches that store medications and health supplements, protecting them from moisture and air.
-
Insulation: In construction and manufacturing, grade aluminum foil has become indispensable for thermal insulation. Many buildings benefit from its application in insulation blankets and wraps that boost energy efficiency by reducing energy loss.
-
Electrical Applications: The excellent conductive properties of aluminum make it suitable for use in electronic devices. Grade aluminum foil is utilized in transformers, cable sheaths, and capacitors, contributing to effective signal transmission.
-
Crafts and Various Household Uses: Beyond industrial applications, grade aluminum foil can be utilized in crafts and DIY projects. Its malleability allows for creative applications, from decoration to protective coverings.