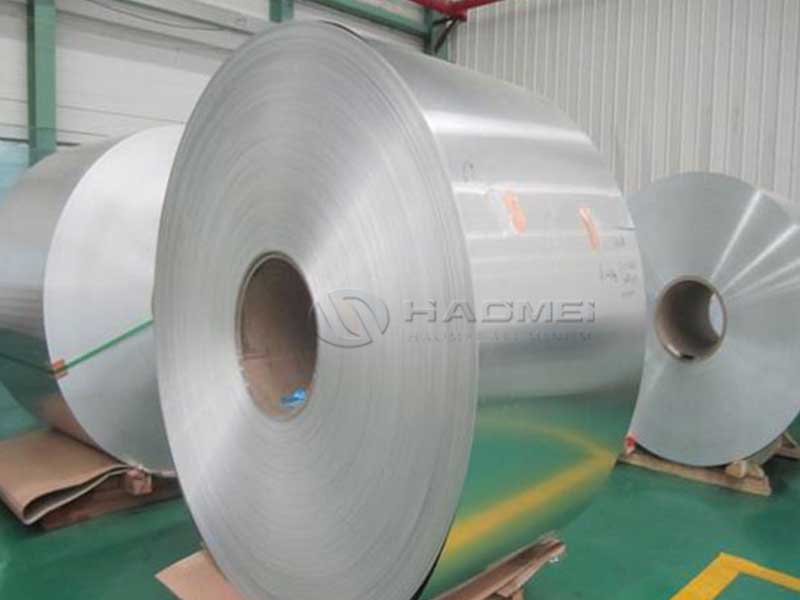
Aluminum foil roll for medical packaging
Aluminum foil rolls have emerged as a cornerstone of packaging solutions in the medical industry, providing a blend of durability, lightweight properties, and effective barrier protection. As healthcare products become increasingly sophisticated, the need for advanced packaging materials has grown—here, aluminum foil meets that demand with a plethora of benefits tailored to medical applications.
Exceptional Features of Aluminum Foil Rolls
-
Barrier Protection Aluminum foil exhibits an impressive ability to shield products from moisture, light, air, and bacteria. This high barrier functionality is crucial in preserving the integrity of sensitive medical items such as medications and devices. When packaged in aluminum foil, products maintain their potency and shelf life over extended periods.
-
Chemical Resistance The medical sector frequently deals with products susceptible to degradation through chemical reactions. Aluminum foil's inherent chemical resistance makes it suitable for packing various pharmaceutical goods. It ensures that medications are not affected by external compounds that might lead to contamination.
-
Flexibility and Formability Lightweight yet robust, aluminum foil rolls can effortlessly conform to various shapes and sizes. This versatility makes it ideal for packaging a wide range of medical products, from blister packs housing individual doses of medications to more complex configurations for surgical instruments.
-
Sterilization Capacity For many medical applications, maintaining sterility is paramount. Aluminum foil is compatible with sterilization methods, including Ethylene Oxide and steam, thereby meeting strict sterilization control standards. This ensures that products remain uncontaminated while undergoing the necessary medical procedures.
-
Sustainability With an increasing focus on eco-friendliness, aluminum foil is recyclable and can be repurposed many times without degrading its quality. The lifecycle assessment of aluminum packaging materials shows a lower environmental impact compared to other plastics and substrates used in the medical field.
Versatile Applications of Aluminum Foil Rolls in Medical Packaging
-
Pharmaceutical Packaging Aluminum foil plays a significant role in the blister packaging of tablets and capsules, preventing moisture and oxygen ingress. This is essential for maintaining their effectiveness, ensuring medication efficacy remains uncompromised for the duration of use.
-
Surgical Instrument Packs The versatility of aluminum foil allows for the effective packaging of surgical instruments. Sterile barriers created by strategically designed foil pouches and containers prevent contamination during transportation and storage, adhering to hospital standards and regulations.
-
Wound Care Products Products like bandages, gauze, and wound dressings benefit significantly from aluminum foil packaging, as it keeps them sterile and moisture-resistant. The ability of aluminum to block light helps safeguard sensitive substances used in innovative wound care treatments.
-
Diagnostic Material Packaging Aluminum foil roll applications extend into the realm of diagnostics, where they provide critical protection for lab samples, test strips, and reagents that could degrade under improper conditions. This packaging ensures reliability in medical tests.
-
Food and Nutrition Supplements Healthcare nutrition relies heavily on effective packaging to prevent spoilage. Aluminum foil wrap keeps nutritional powders and supplements stable, reinforcing their nutritional value while preventing exposure to moisture and contaminants.
https://www.al-alloy.com/a/aluminum-foil-roll-for-medical-packaging.html