Aluminum Foil 25 Micron For Pharmaceutical
The Essential Role of Aluminum Foil 25 Micron in Pharmaceutical Packaging
In the rapidly advancing world of pharmaceuticals, packaging is as critical as the formulations themselves. Using the right materials can significantly impact drug safety, efficacy, and shelf life. Among the various packaging materials available, 25 micron aluminum foil stands out as a trusted choice for the pharmaceutical industry.
Why Choose 25 Micron Aluminum Foil?
-
Superior Barrier Properties The most compelling argument for utilizing 25 micron aluminum foil in pharmaceutical applications is its impressive barrier properties. This thickness effectively protects moisture, light, and oxygen—factors that can compromise drug integrity and efficacy. By creating a hermetic seal, it prevents degradation of sensitive compounds, ensuring medications maintain potency for the duration of their shelf life.
-
Temperature Stability Pharmaceutical products often have strict storage requirements. Aluminum foil 25 micron maintains its physical properties under various temperatures, ensuring that the product remains unchanged from the production line to the pharmacy shelf. This stability is crucial in preventing reaction with both the drug and the container.
-
Regulatory Compliance In the highly regulated pharmaceutical sector, compliance with industry specifications is non-negotiable. The use of aluminum foil 25 micron meets rigid FDA standards and guidelines, thus ensuring that products remain safe and effective for consumers.
-
Customization Options Custom sizes and finishes can be achieved easily with aluminum foil. This adaptability allows pharmaceutical companies to delineate between different products and improve brand recognition.
-
Eco-friendly Given the Minimal Material Use Despite its robust protective qualities, 25 micron aluminum foil is lightweight and uses less material than thicker alternatives. This eco-friendly approach not only reduces overall waste but adheres to growing consumer trends advocating for sustainable packaging.
Applications in the Pharmaceutical Industry
-
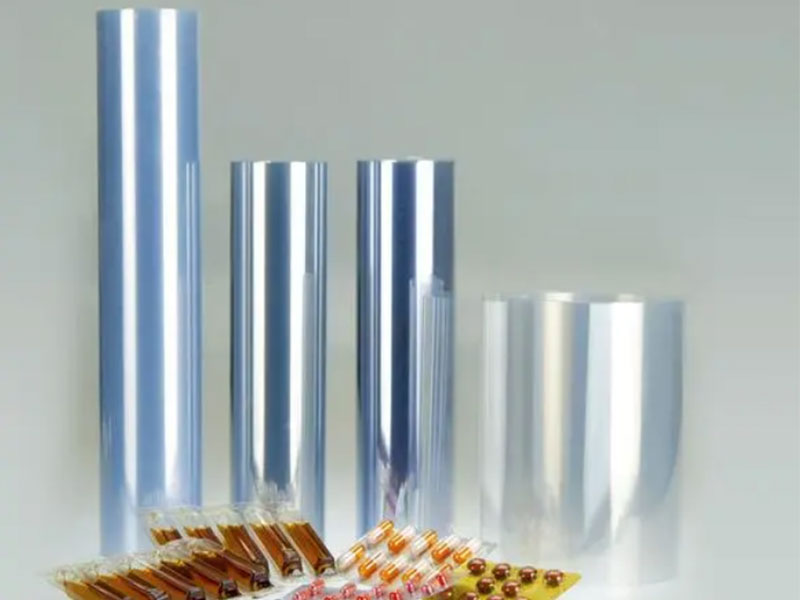
Blister Packs: 25 micron aluminum foil is widely used in the production of blister packs for tablets and capsules, allowing patients to remain informed about dosage and expiration dates while ensuring medication is safely stored.
-
Pouches and Wraps: It is also common to see aluminum foil in sachets and wraps used for various pharmaceutical products, offering individual protection and maintaining sterility.
-
Thermoformable Films: The compatibility of aluminum foil with thermoforming techniques makes it an ideal choice for creating robust films that serve various pharmaceutical applications.
https://www.al-alloy.com/a/aluminum-foil-25-micron-for-pharmaceutical.html